Latest products
Causes and elimination of irregularities on the surface of aluminum profiles
by:Zeyi
2021-06-10
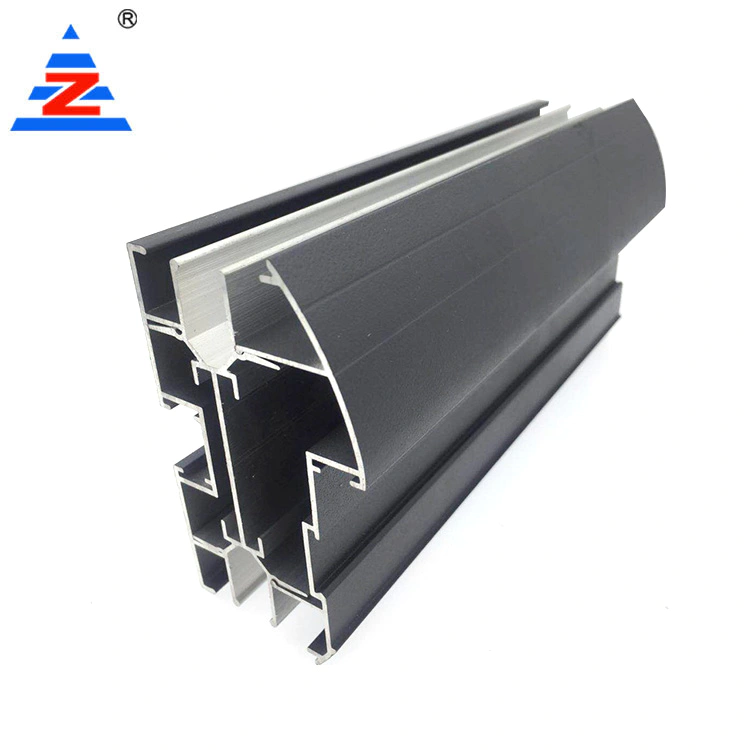
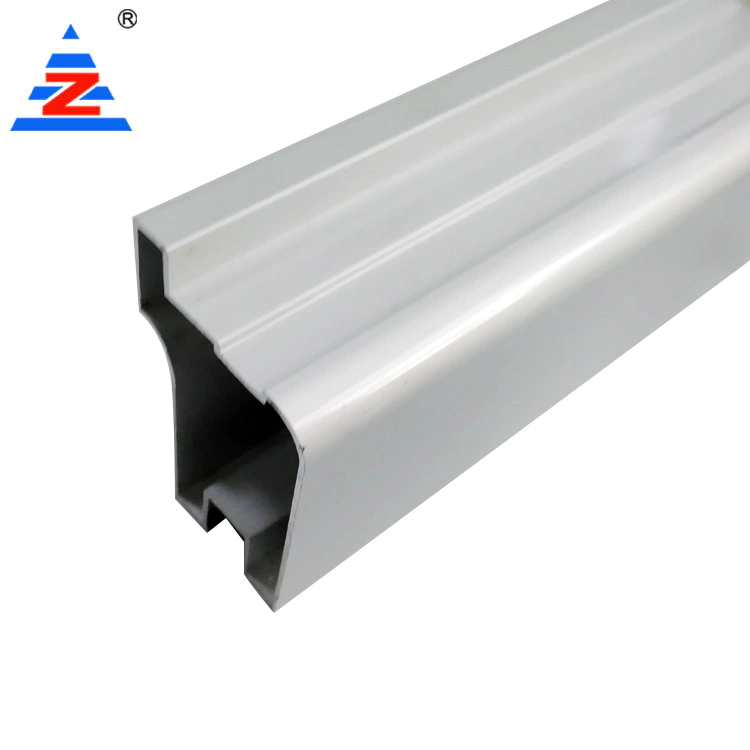
Causes of irregularities on the surface of aluminum profiles: (1) The length ratio of the working belt of the aluminum profile extrusion die or the design of the cavity size is wrong and the flow rate ratio is seriously out of adjustment. (2) The working of aluminum extrusion die has obstruction angle and flow promotion angle. (3) The drop ratio of the upper and lower die working zone of the aluminum extrusion die is out of tolerance. (4) The working belts of the upper and lower dies of the aluminum extrusion die are not parallel and have bell mouths. (5) The upper die resistance (division) flow table in the aluminum extrusion die cavity is too high to block the discharge of the working belt or the drainage groove (size, depth, position) is wrong. (6) There are too few or no empty cutters on the outside of the working belt of the aluminum extrusion die (the electric spark is not hit) or too large (the working belt is cracked and deformed without support). (7) New or repaired aluminum extrusion molds have different degrees of smoothness in the mold work zone due to uneven rough sand polishing work zone in the mold factory. (8) There are oil stains on some aluminum extrusion working belts. (9) The support pad is too small to obstruct. (10) Waves appear about 1m from the end of the aluminum profile (V3 volume aluminum press-in). Elimination method: (1) Designing and manufacturing qualified aluminum extrusion molds is the key, and the mold factory must eliminate man-made mold processing defects. (2) The wave is severe, and the mold must be repaired, modified, and returned to deal with it. (3) When the new mold or the repaired mold starts to squeeze, there are waves. The first rod can be squeezed slowly at low temperature, and the squeezing can be paused several times in the middle. The purpose is to make the working belt stick to the metal and fill up, sometimes the waves are natural disappear. (4) Slight waves are dealt with by increasing traction and stretching. (5) Slight waves, adjust the deviation of the cylinder and the center of the mold surface, so that the amount of aluminum in the cylinder that flows into the mold cavity changes to affect the flow rate. This production is feasible when needed urgently. (Not recommended) (6) The support pad is reasonable and the material is discharged smoothly. (7) Wave thickness adjustment surplus is generated about 1m from the tail end, which reduces the extrusion speed. Or as a chuck for stretching. (8) In the process of aluminum production, it is found that there is a scratch due to the small mold empty knife or the flow rate of the aluminum profile. You can apply oil, quenching and lubrication to the small side mold working belt and the wiper side mold pad to adjust the correction. (Pay attention to the inspection of the surface condition of the friction surface)
Owing to its aluminum window profile manufacturers and aluminum extrusion rail benefits, has become a buzzword in the aluminum window profile manufacturers market.
If you want to know more about finding the proper for aluminum extrusion rail solutions, visit Zeyi Aluminum Profiles.
aluminum window profile manufacturers custom aluminium extrusion is slower than aluminum extrusion rail but has a number of special applications, such as for aluminum window profile manufacturers.
Owing to its aluminum window profile manufacturers and aluminum extrusion rail benefits, has become a buzzword in the aluminum window profile manufacturers market.
If you want to know more about finding the proper for aluminum extrusion rail solutions, visit Zeyi Aluminum Profiles.
aluminum window profile manufacturers custom aluminium extrusion is slower than aluminum extrusion rail but has a number of special applications, such as for aluminum window profile manufacturers.
Custom message