General knowledge of aluminum profile bending
by:Zeyi
2021-10-03
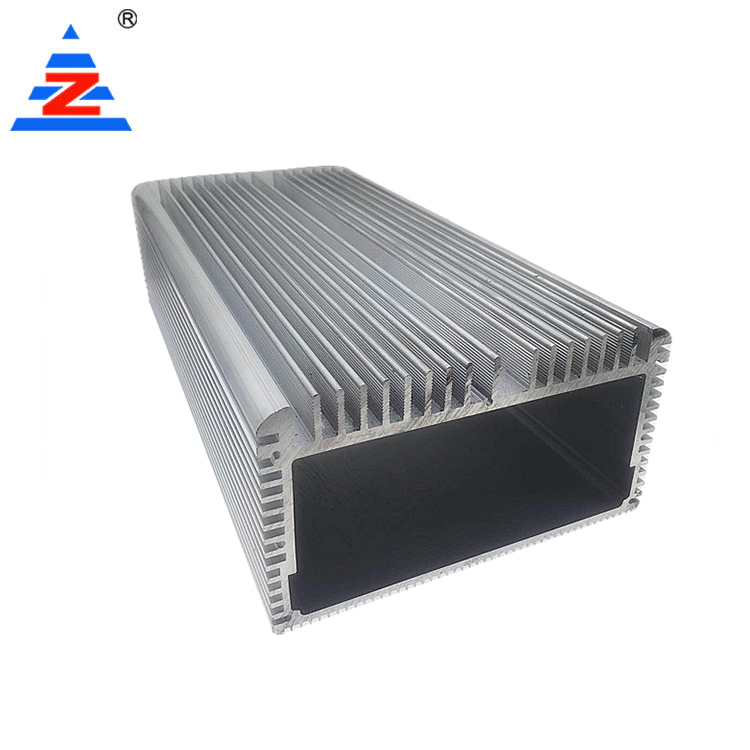
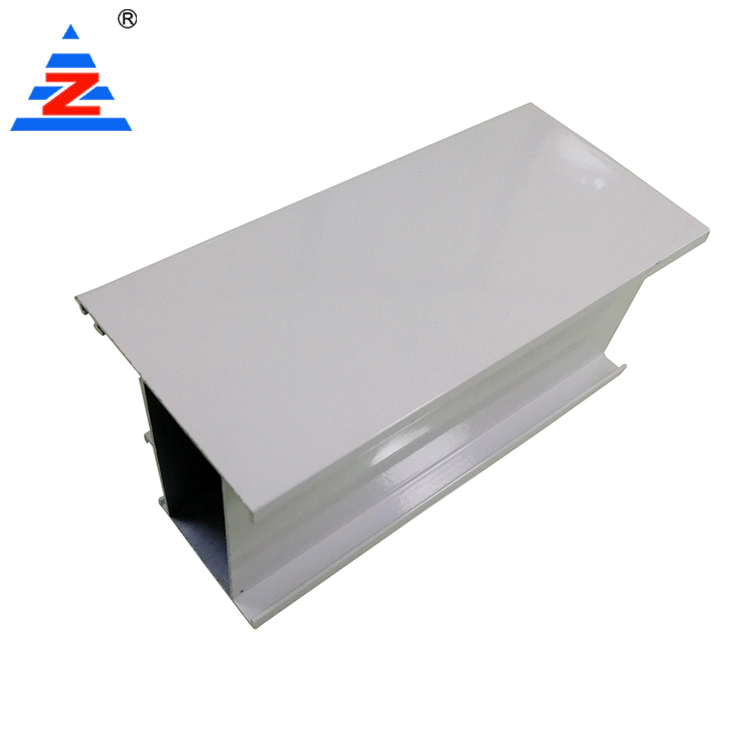
Stretch-bending, like roll-bending, is one of the commonly used cold-bending processes for metal profiles. It has the characteristics of wide application range and stable forming. It is especially suitable for single radius bending of thin-walled, square tube and special-shaped workpieces. Why is it said that it is a single radius. Because the drawing and bending dies of multi-segment arc workpieces are more troublesome to make. (Drawing and bending principle diagram) The characteristics of bending: 1. General bending equipment or processes can only bend workpieces less than or equal to 180, and cannot process 360 degrees or greater bending angles at one time like roll bending. 2. The inner surface of the workpiece is a neutral layer during stretch-bending, and all other positions are stretched. That is to say, in theory, all stretch-bent parts will be longer than the original after bending. 3. When drawing and bending, no matter what type of workpiece is being processed, the material head must be reserved (because in general, both ends of the material will be damaged by the bending and clamping), which is very different from rolling or bending. same. 4. Stretch-bending cannot form a workpiece with a smaller radius. If the forming radius is small, the workpiece will often break and other undesirable phenomena. As for why this is the case, you can refer to the second point above. 5. Cold knowledge, this process of drawing bending is actually rarely used abroad, and it is far inferior to roll bending.
Custom message